A pallet display carrying 1,200 pounds of product collapses in transit because the shelf was designed with C-flute single-wall board instead of BC-flute double-wall. A sidekick display tips over in a Target aisle because the center of gravity was 4 inches too high. A floor display arrives at the store with crushed corners and split panels because the board grade selected was 150 lb test instead of the required 275 lb. Every one of these failures was preventable with proper structural engineering.
A retail display fixture must support its intended load without collapsing, remain stable against tip-over forces per ASTM F1562, survive transport vibration per ISTA 3A, and use corrugated board grades matched to the product weight. The three pillars of display fixture structural design are load capacity, stability, and transport survivability — and all three must be engineered before production begins.
I have designed and manufactured corrugated display fixtures for over 16 years. In that time, I have seen structural failures that cost brands tens of thousands of dollars in lost product, chargebacks, and delayed retail launches. Every failure traces back to one of three root causes: insufficient board grade for the load, miscalculated center of gravity, or inadequate transport reinforcement. This guide covers the engineering principles that prevent those failures.
The Three Pillars of Display Structural Engineering
Every corrugated display fixture must satisfy three structural requirements. A failure in any one of them means the display fails in the field.
| Pillar | What It Prevents | Testing Standard | When It Matters |
|---|---|---|---|
| Load capacity | Shelf collapse, panel buckling, base failure | ASTM D642 (compression) | During product loading and in-store use |
| Stability | Tip-over, racking, lateral sway | ASTM F1562 (tip-over) | In-store, when customers interact with the display |
| Transport survivability | Crushed corners, broken joints, product damage | ISTA 3A / ASTM D4169 | During shipping from factory to retail DC to store |
A structurally sound display fixture is one where all three pillars are verified before production. Many vendors design for load capacity but neglect transport survivability, or design for stability but use board grades that cannot support the shelf loads. The engineering approach must address all three simultaneously.
Load-Bearing Design and Weight Capacity
The first step in structural design is calculating the loads the display must support. Every shelf, panel, and the base itself must be engineered for the weight it will carry.
Load Calculation Method
| Load Type | Definition | How to Calculate |
|---|---|---|
| Dead load | Weight of the display structure itself | Sum of corrugated board weight per panel |
| Live load | Weight of product on shelves | Number of products × weight per product per shelf |
| Impact load | Force of loading/unloading (1.5× live load minimum) | Live load × 1.5 safety factor |
| Stacking load | Vertical force from displays stacked during transport | Weight of display above × number of units stacked |
Shelf Load Ratings by Board Grade
The shelf is the most structurally stressed component in any display fixture. The board grade and flute direction determine how much weight a shelf can support.
| Board Grade | Flute | Flat Crush (PSI) | Recommended Shelf Load (per linear foot) | Best Use |
|---|---|---|---|---|
| #200 (32 ECT) | B-flute | 30–35 | Up to 15 lbs | Light products, PDQ trays, small sidekicks |
| #200 (32 ECT) | C-flute | 32–38 | Up to 20 lbs | Light boxed products, small shelf PDQs |
| #275 (44 ECT) | B-flute | 38–42 | Up to 25 lbs | Standard retail products, medium-weight |
| #275 (44 ECT) | C-flute | 40–45 | Up to 30 lbs | Bottled products, canned goods |
| #275 (44 ECT) | BC-flute | 48–55 | Up to 45 lbs | Multi-layer shelves, heavier products |
| #350 (48+ ECT) | BC-flute | 55–65 | Up to 60 lbs | Heavy products, power aisle displays |
| #440 (61+ ECT) | BC-flute or triple-wall | 65+ | Up to 100 lbs | Industrial-weight, high-load displays |
Compression Strength Formula
The vertical compression strength of a corrugated panel determines how much stacking weight it can support. Use this formula for initial calculations:
Vertical compression load capacity = ECT value × panel perimeter × 0.75 (safety factor)
Example: A #275 double-wall board (44 ECT) panel that is 24" wide × 18" tall:
- Panel perimeter = (24 + 18) × 2 = 84 inches
- Compression capacity = 44 × 84 × 0.75 = 2,772 lbs vertical load
This means the panel can theoretically support vertical stacking of 2,772 lbs. However, real-world performance is reduced by score lines, cutouts, and moisture — which is why experienced designers apply additional safety factors.
Safety Factor Guidelines
| Condition | Safety Factor | Apply When |
|---|---|---|
| Ideal (dry, clean handling, indoor use only) | 0.75× | Short-term displays, controlled environments |
| Standard (retail environment, normal handling) | 0.50× | Most retail display applications |
| Severe (high humidity, rough handling, long duration) | 0.33× | Beverage displays, refrigerated environments |
| Transport (stacked in trailer, vibration stress) | 0.25× | Palletized displays shipped stacked |
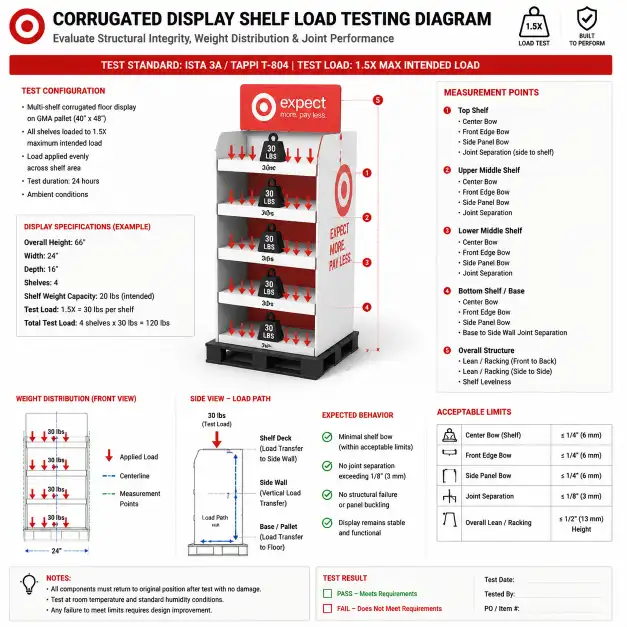
Static Load Testing Procedure
Every shelf design should be tested before production. The standard method:
- Place the display on a level surface
- Load each shelf with 1.5× the intended product weight
- Leave loaded for 24 hours
- Inspect for: panel bowing over 1/4", joint separation, score-line cracking, or complete collapse
- Pass criteria: No visible structural deformation after 24 hours at 1.5× load
Corrugated Board Grade Selection for Display Fixtures
Board selection is the most important structural decision in display design. The wrong grade causes failures; the right grade ensures performance without overpaying.
Board Grade Quick Reference
| Board Type | ECT Range | Thickness | Cost Index | Best Application |
|---|---|---|---|---|
| Single-wall E-flute | 28–32 ECT | 1/16" | 1.0× | Small PDQs, shelf trays, best print surface |
| Single-wall B-flute | 32–38 ECT | 1/8" | 1.2× | Standard PDQs, light sidekicks, counter displays |
| Single-wall C-flute | 32–38 ECT | 3/16" | 1.3× | Light floor displays, vertical panels |
| Double-wall EB-flute | 44–48 ECT | 3/16" | 1.6× | Shelf PDQs needing print + strength |
| Double-wall BC-flute | 44–55 ECT | 1/4" | 1.8× | Standard pallet displays, most retail fixtures |
| Double-wall AC-flute | 55–61 ECT | 5/16" | 2.0× | Heavy-duty floor displays, high stacking |
| Triple-wall AAA-flute | 61+ ECT | 3/8"+ | 3.0× | Industrial displays, extreme loads |
Flute Direction and Its Effect on Strength
Flute direction determines the structural axis of corrugated board. Vertical flutes (flutes running perpendicular to the shelf surface) provide maximum vertical compression strength. Horizontal flutes provide almost no vertical support.
| Flute Orientation | Load Capacity | Best Use |
|---|---|---|
| Vertical (flutes up-down) | 100% compression strength | Shelves, vertical panels, load-bearing walls |
| Horizontal (flutes left-right) | 10–15% of vertical | Decorative panels, non-structural dividers |
| Mixed (rotated between panels) | Varies | Structural corners, box construction |
Critical rule: Load-bearing shelves must have vertical flute orientation. A shelf with horizontal flutes will collapse at a fraction of the expected weight.
Moisture and Environmental Factors
Corrugated board loses strength as humidity increases. This is critical for beverage displays, refrigerated displays, or any display in humid environments.
| Relative Humidity | Compression Strength (vs. 50% RH) |
|---|---|
| 50% (standard) | 100% (baseline) |
| 65% | 82–85% |
| 80% | 65–70% |
| 90% | 45–55% |
For refrigerated or beverage displays, use one grade higher than the dry calculation requires, or specify moisture-resistant coatings.
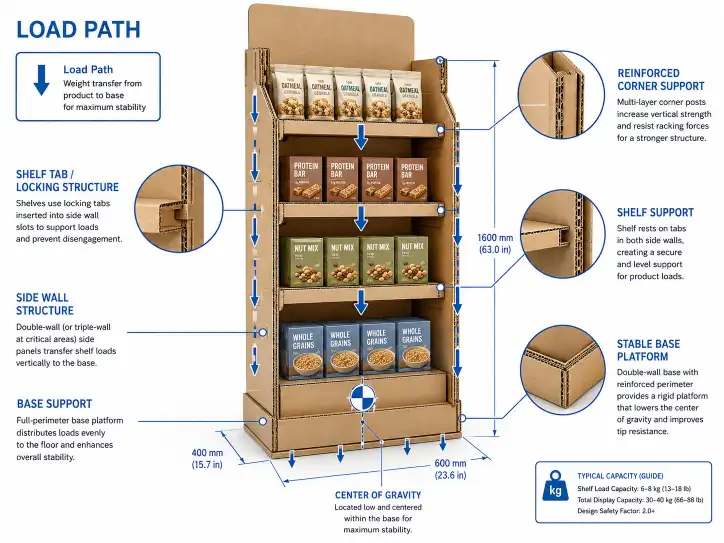
Center of Gravity and Load Distribution
The center of gravity (CG) determines display stability. A display that passes load testing can still tip over if the CG is too high or too far off-center.
Center of Gravity Rules
| Rule | Specification | Why It Matters |
|---|---|---|
| CG height | CG must be within lower 60% of display height | Higher CG = greater tip-over risk |
| CG horizontal | CG must be centered within middle 60% of footprint | Offset CG = uneven weight distribution |
| Heaviest products | Place on bottom 1/3 of display | Keeps CG low |
| Lightest products | Place on top 1/3 of display | Reduces CG height |
| Base weight ratio | Base should be minimum 15% of total loaded weight | Heavy base = stable base |
CG Calculation Method
Step 1: Calculate moment for each component
- Moment = weight × distance from floor
Step 2: Sum all moments
Step 3: Divide total moment by total weight
- CG height = Total moment ÷ Total weight
Example calculation:
- Base structure: 10 lbs at 6" from floor = 60 in-lbs
- Bottom shelf products: 400 lbs at 18" from floor = 7,200 in-lbs
- Middle shelf products: 300 lbs at 30" from floor = 9,000 in-lbs
- Top shelf products: 100 lbs at 42" from floor = 4,200 in-lbs
- Header/signage: 5 lbs at 54" from floor = 270 in-lbs
- Total weight: 815 lbs
- Total moment: 20,730 in-lbs
- CG height: 20,730 ÷ 815 = 25.4 inches from floor
- Display height: 60" → CG at 42.3% of height ✅ (within lower 60%)
Load Distribution Best Practices
| Practice | Why |
|---|---|
| Distribute heavy products evenly across the shelf surface | Prevents localized panel buckling |
| Avoid placing all heavy product on one side | Prevents eccentric loading and tip-over |
| Use shelf dividers for heavy products | Distributes load to side walls, not shelf center |
| Reinforce shelf front edge | Front edge takes the most stress during customer interaction |
| Keep product within shelf boundaries | Overhang stresses the shelf beyond its designed load path |
Tip-Over Stability Testing (ASTM F1562)
ASTM F1562 is the standard test method for tip-over stability of retail displays. Most major retailers require displays to pass this test before approval.
ASTM F1562 Test Requirements
| Parameter | Specification |
|---|---|
| Test force | 50 lbf (222 N) applied horizontally |
| Application height | 48" from floor, or at the highest accessible point if lower |
| Application direction | Most vulnerable direction (front, side, or corner) |
| Load condition | Fully loaded with product |
| Surface | Level, rigid surface |
| Pass criteria | Display must not tip over during or after force application |
Additional Stability Requirements by Retailer
| Retailer | Stability Requirement | Notes |
|---|---|---|
| Walmart | ASTM F1562 compliant | Standard for all floor displays |
| Target | 15-degree tilt test + ASTM F1562 | Tilt test simulates floor unevenness |
| Costco | ASTM F1562 + anti-tip straps for displays over 60" | Straps required on top-heavy displays |
| CVS | ASTM F1562 | Sidekick hooks must support 2× display weight |
| Home Depot | ASTM F1562 + 10-degree floor angle test | For heavy hardware displays |
Factors That Affect Tip-Over Stability
| Factor | Effect on Stability | Design Adjustment |
|---|---|---|
| Display height | Taller displays tip more easily | Widen base, lower CG |
| Base footprint | Wider base = more stable | Use full pallet width, add base wings |
| CG height | Higher CG = less stable | Move heavy product down, light product up |
| Shelf depth | Deeper shelves create more tipping moment | Balance front-to-back load |
| Signage weight | Heavy headers increase CG height | Use lightweight materials for signage |
| Store floor slope | Up to 5° slope in some stores | Add 5° to test angle for safety margin |
Quick Stability Check Formula
Tip-over angle = arctan(½ base width ÷ CG height)
Example: A display with a 40" wide base (half-width = 20") and CG at 25" from floor:
- Tip-over angle = arctan(20 ÷ 25) = 38.7 degrees
This means the display will tip over when tilted 38.7 degrees from horizontal — well above the 10–15 degree requirement. A display with CG at 40" and same base:
- Tip-over angle = arctan(20 ÷ 40) = 26.6 degrees — still acceptable but less margin.
Rule of thumb: Base width should be at least 1.5× the CG height for adequate stability.
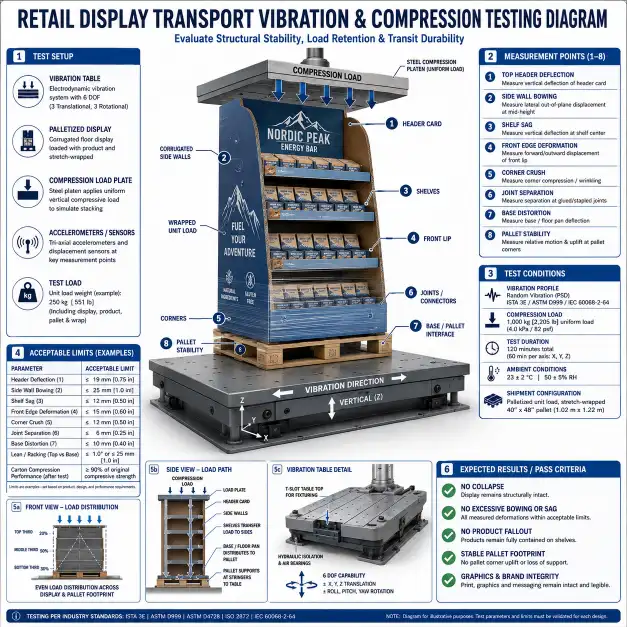
Transport Vibration and Compression Testing
More displays fail during transport than during in-store use. Transport testing is non-negotiable for any display that ships through a distribution center.
Key Transport Test Standards
| Standard | What It Simulates | Best For |
|---|---|---|
| ISTA 3A | Parcel carrier shipment (FedEx, UPS) | PDQ displays, small shipments, direct-to-store |
| ASTM D4169 | Full truckload / LTL distribution | Pallet displays, bulk shipments to retail DCs |
| ISTA 3E | Unitized pallet load | Multi-display pallet loads, club store shipments |
| ISTA 3H | Large bulk containers | Ocean freight + truck intermodal |
Vibration Test Profiles
| Transport Mode | Frequency Range | PSD Level | Duration (ASTM D4169) |
|---|---|---|---|
| Truck (highway) | 1–200 Hz | 0.52 G²/Hz max | 60–180 minutes |
| Truck (rough road) | 1–200 Hz | 1.05 G²/Hz max | 30–60 minutes |
| Air | 1–200 Hz | 0.35 G²/Hz max | 30 minutes |
| Rail | 1–200 Hz | 0.45 G²/Hz max | 60 minutes |
Drop Test Requirements
| Package Weight | Drop Height (ISTA 3A) | Drop Height (ASTM D4169) |
|---|---|---|
| 0–20 lbs | 30 inches | 12–18 inches |
| 21–40 lbs | 24 inches | 10–14 inches |
| 41–60 lbs | 18 inches | 8–12 inches |
| 61–100 lbs | 12 inches | 6–10 inches |
| Over 100 lbs | 8 inches | 4–8 inches |
Compression During Transport
Pallet displays stacked during transport experience continuous compression forces. The bottom display in a stack of 3 pallets, each weighing 1,200 lbs, must support 2,400 lbs of stacking load for the entire journey.
| Stack Height | Compression on Bottom Display | Required Board Grade |
|---|---|---|
| 2 pallets high | Weight of 1 display above | #275 (44 ECT) minimum |
| 3 pallets high | Weight of 2 displays above | #350 (48+ ECT) minimum |
| 4 pallets high | Weight of 3 displays above | #440 (61+ ECT) or triple-wall |
Transport Test Pass/Fail Criteria
A display passes transport testing when:
- No structural collapse: All panels intact, no crushed corners, no broken score lines
- Product retention: No product has fallen out of its intended position
- Visual appearance: No unacceptable scuffing, tearing, or deformation
- Functionality: Display can still be set up as intended with no special tools
- Stability: Display passes ASTM F1562 after transport
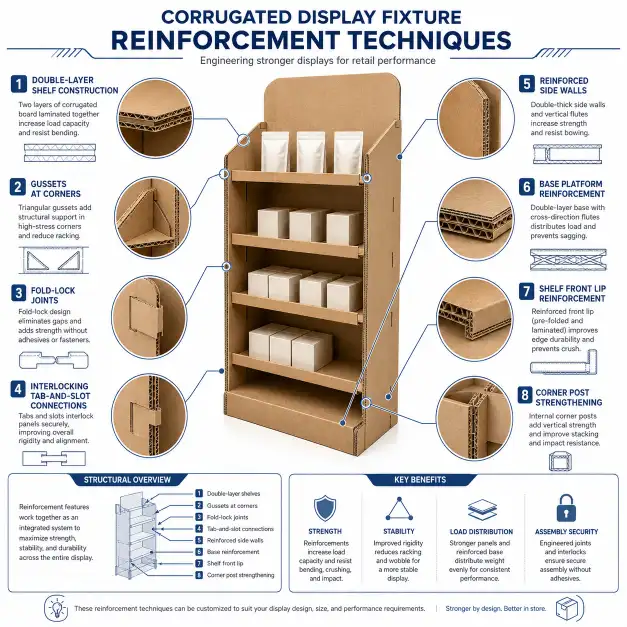
Shelf and Panel Reinforcement Techniques
When the required board grade alone is insufficient for the load, reinforcement techniques add strength without switching to a thicker, more expensive board.
Reinforcement Methods by Application
| Technique | Strength Increase | Added Cost | Best For |
|---|---|---|---|
| Double-layer shelf (two panels glued) | 80–100% | +40% material | Heavy product shelves |
| Corrugated gussets at corners | 50–70% | +10% material | Tall displays, racking prevention |
| Internal dividers (load-bearing) | 40–60% | +15% material | Glass bottles, heavy individual items |
| Fold-lock shelf construction | 30–50% | +5% material | All shelf types, no added material |
| Metal or plastic edge reinforcement | 100–200% | +$0.50–$2.00 per edge | Extreme loads, industrial displays |
| Corner posts (corrugated tubes) | 60–80% vertical | +$0.20–$0.50 per post | Stacked displays, high compression |
| Interlocking tab-and-slot joints | 25–40% | No added material | All display types, improved rigidity |
| Hot-melt glue at all structural joints | 15–25% | Minimal | Preventing joint separation |
When to Use Each Technique
Double-layer shelves: Use when shelf load exceeds the board grade rating by more than 50%. Common for beverage displays and multi-layer product stacking.
Corrugated gussets: Use on any display over 48" tall. Gussets at the corners prevent racking (side-to-side movement) and significantly improve stability. A display with gussets can pass ASTM F1562 with a narrower base than one without.
Internal dividers: Use for glass bottles, heavy cans, or any product that shifts during transport. Dividers also serve as vertical load-bearing columns, transferring shelf weight directly to the base.
Fold-lock shelves: A design technique where the shelf panel is folded back on itself at the front edge, creating a beam-like structure. Increases shelf stiffness by 30–50% with no added material cost.
Joint Design Strength Comparison
| Joint Type | Strength | Assembly Time | Best Use |
|---|---|---|---|
| Basic tab-and-slot | 60% of panel strength | Fast | Light displays, temporary joints |
| Locking tab (with snap) | 80% of panel strength | Fast | Standard displays, most applications |
| Fold-lock joint | 95% of panel strength | Medium | Heavy loads, critical structural joints |
| Tab-and-slot + glue | 100%+ of panel strength | Medium | Permanent displays, export shipments |
| Metal staple + glue | 110%+ of panel strength | Slow | Industrial displays, extreme loads |
Common Structural Failure Modes and Prevention
Understanding how displays fail is the key to designing displays that do not. Here are the most common structural failures I have seen in 16 years of manufacturing.
Failure Mode Reference Table
| Failure Mode | Cause | Prevention | Discovery Point |
|---|---|---|---|
| Shelf collapse | Board grade too low for product weight, or horizontal flute orientation | Use correct ECT rating, verify flute direction | Load testing |
| Base blow-out | Concentrated load at base corners exceeds board strength | Add corner boards, reinforce base panels, use thicker board at base | Transport testing |
| Score-line cracking | Board folded against flute direction, or low-moisture board | Specify score direction in die line, use crease-friendly board | Assembly trial |
| Joint separation | Tab-and-slot engagement too shallow, or glue failure | Increase tab length to minimum 1", use hot-melt at critical joints | Transport vibration |
| Panel buckling | Vertical compression exceeds panel buckling strength | Increase panel thickness, add vertical stiffeners, reduce stack height | Compression testing |
| Tip-over | CG too high relative to base width, or base too narrow | Calculate CG at design stage, widen base, move heavy product down | ASTM F1562 |
| Racking (lateral sway) | No diagonal bracing or corner reinforcement | Add gussets or diagonal panels, increase joint rigidity | Stability testing |
| Corner crush | Insufficient edge protection during transport | Add corner boards or edge protectors, increase board grade at corners | Drop testing |
Real-World Failure Case Studies
Case 1: The 1,200 lb Beverage Display
A vendor designed a pallet display for bottled beverages using #275 double-wall board. The shelves sagged 3/8" within 24 hours of loading. Root cause: C-flute was used for shelf panels with horizontal flute orientation. Solution: Switched to BC-flute with vertical flutes and added load-bearing dividers. Result: Zero sag at 1.5× load.
Case 2: The 72" Sidekick That Tipped
A 72" sidekick display with a 24" × 18" base tipped over in a Costco aisle. Root cause: CG was calculated at 42" from floor due to heavy products on the top shelf. Solution: Moved heavy products to the bottom shelf, widened base by 4 inches. Result: Passed ASTM F1562 with 30% margin.
Case 3: The Stacked Pallet with Crushed Bases
Three pallet displays were stacked for transport. The bottom display arrived with crushed corners and a 2" lean. Root cause: #275 board grade was specified but the stacking load was 2,400 lbs — exceeding the panel's compression capacity. Solution: Upgraded bottom display to #440 triple-wall, added removable corner posts. Result: Zero compression damage across 500 shipments.
Structural Design Checklist by Display Type
Different display types require different structural priorities. Use this checklist to verify your design before production.
Pallet Display Structural Checklist
| Check | Requirement | Verified? |
|---|---|---|
| Board grade calculated for total product weight + safety factor | Minimum #275 (44 ECT) for standard, #350 (48+ ECT) for heavy | ☐ |
| Flute orientation verified on all load-bearing shelves | Vertical flutes on all shelves | ☐ |
| CG calculated and within lower 60% of display height | CG height verified | ☐ |
| Base width ≥ 1.5× CG height | Stability margin adequate | ☐ |
| Corner boards specified on bottom pallet corners | Required for all pallet displays | ☐ |
| Transport compression calculated for stacking height | Board grade sufficient for stack load | ☐ |
| ASTM D4169 or ISTA 3E transport test scheduled | Test lab confirmed | ☐ |
| ASTM F1562 tip-over test scheduled | Test lab confirmed | ☐ |
PDQ Display Structural Checklist
| Check | Requirement | Verified? |
|---|---|---|
| Shelf load within board grade rating | Maximum 15–45 lbs per shelf depending on grade | ☐ |
| Tool-free setup verified | Assembly tested in under 30 seconds | ☐ |
| Drop test passed per ISTA 3A | No structural damage at specified drop height | ☐ |
| All joints locked securely | Tab engagement verified, glue applied where needed | ☐ |
| Product fits within shelf boundaries | No overhang stress on shelf panels | ☐ |
Sidekick / Power Wing Structural Checklist
| Check | Requirement | Verified? |
|---|---|---|
| Hanger bracket rated for 2× display weight (loaded) | Bracket test certification | ☐ |
| Header card weight included in CG calculation | Lightweight material used | ☐ |
| Over 20 lbs requires ASTM F1562 testing | Test scheduled | ☐ |
| Attachment method confirmed compatible with store fixture | Gondola upright or pegboard verified | ☐ |
| Maximum depth from fixture within retailer limit | 6"–18" depending on retailer | ☐ |
Floor Display (FSDU) Structural Checklist
| Check | Requirement | Verified? |
|---|---|---|
| Board grade minimum #275 (44 ECT) | Verified for display height and product weight | ☐ |
| Base reinforcement added for displays over 48" | Gussets, corner posts, or double-layer base | ☐ |
| ASTM F1562 tip-over test passed | Pass report on file | ☐ |
| ASTM D4169 transport test passed | Pass report on file | ☐ |
| All score lines tested for cracking | Assembly trial completed | ☐ |
For more detail on display types, see my floor display guide, pallet display guide, and PDQ display guide.
FAQ
What is the most important factor in display structural design?
The most important factor is matching the corrugated board grade and flute orientation to the product weight and distribution environment. A display with the wrong board grade or horizontal flutes on load-bearing shelves will fail regardless of how well everything else is designed.
What is ASTM F1562 and why does it matter?
ASTM F1562 is the standard test method for tip-over stability of retail displays. It requires the display to withstand a 50 lbf horizontal force without tipping. Most major retailers (Walmart, Target, Costco, CVS) require displays to pass ASTM F1562 before approval.
How do I calculate the correct board grade for my display?
Calculate the maximum load per shelf, add a 1.5× safety factor, then select a board grade whose recommended load rating exceeds that number. Verify with the ECT formula: compression capacity = ECT × panel perimeter × safety factor. Always specify vertical flute orientation for load-bearing shelves.
What is the difference between ISTA 3A and ASTM D4169?
ISTA 3A is designed for parcel carrier shipments (FedEx, UPS) and is best for PDQ displays and small shipments. ASTM D4169 covers full distribution cycles including truck, air, and rail transport, and is best for pallet displays shipped to retail distribution centers.
How does humidity affect corrugated display strength?
Corrugated board loses 15–50% of its compression strength as relative humidity increases from 50% to 90%. For beverage displays, refrigerated displays, or displays in humid environments, use one board grade higher than the dry calculation requires.
What is the maximum safe height for a corrugated display without reinforcement?
For displays under 48" tall, standard board grades and basic tab-and-slot construction are typically sufficient. Displays over 48" tall require corner gussets, wider bases, and ASTM F1562 testing. Displays over 72" tall require engineered reinforcement and may need hybrid construction with non-corrugated supports.
How do I prevent shelf sagging in corrugated displays?
Use double-wall board for shelves over 24" wide. Ensure vertical flute orientation. Add a fold-lock front edge for 30–50% more stiffness. Use load-bearing dividers to transfer shelf weight directly to the base. Test at 1.5× load for 24 hours before approving the design.
What is the correct safety factor for display structural design?
Standard retail displays: 0.50× safety factor (design for 2× actual load). Displays in humid environments: 0.33× safety factor. Displays that will be stacked during transport: 0.25× safety factor. These account for normal handling, moisture, and transport vibration stress.
Do I need third-party structural testing for my display?
Most major retailers require third-party structural testing for new display designs. Walmart, Target, Costco, and CVS all require ASTM F1562 tip-over testing and transport testing (ISTA 3A or ASTM D4169). Even when not required, testing prevents costly field failures.
What are the most common structural failures in corrugated displays?
The five most common failures are: (1) shelf collapse from incorrect board grade or flute orientation, (2) corner crush during transport from insufficient edge protection, (3) tip-over from excessively high center of gravity, (4) joint separation during transport vibration, and (5) score-line cracking from folding against the flute direction.



